Порой даже опытному пользователю бывает непросто разобраться с параметрами слайсера. В особенности, это касается программного обеспечения наподобие Simplify3D. В данной статье мы постараемся привести главных 5 функций этого слайсера. Мы считаем, что любой уважающий себя мейкер обязан знать об их существовании и возможностях.
1. Регулирование числа пластика, что будет выдавлено после ретракта.
Во время отката пластика из сопла и возврата его на исходное место существует непродолжительный отрезок времени. За этот небольшой интервал времени разжиженный полимер немного просачивается вниз. Это происходит за счет сил гравитации.
В связи с этим, в месте начала печати после ретракта иногда наблюдаются небольшие бугорки (прыщики). Самое обидное, когда они находятся на внешнем периметре печати и портят идеальный внешний вид изделия. Без какого-либо преувеличения, данное явление можно считать одной из основных проблем в работе бюджетных RepRap-принтеров.
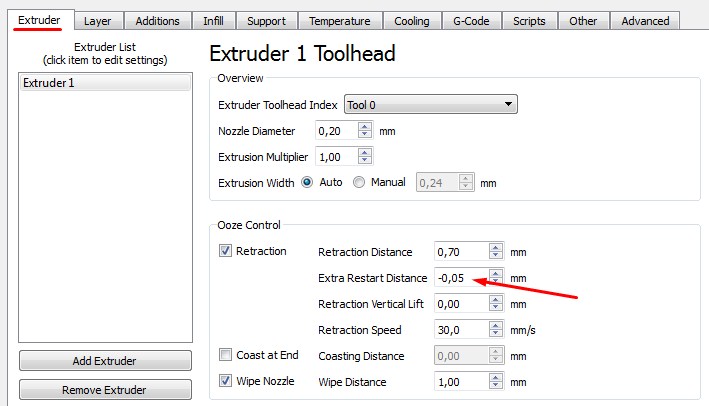
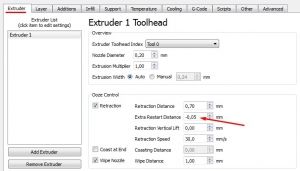
Каким образом избавиться от бугорков на внешнем периметре? Настройка процесса печати, опция под названием Extra restart distance, вкладка Extruder.
Данная функция может иметь отрицательный характер. Например, если у нас установлен в 0,7 мм, а в -0,1, значит пластической массы возвращаться в сопло после ретракта будет уже не 0,7 мм, а 0,6 мм. Вследствие этого будут уменьшены наплывы. Только не стоит увлекаться, так как вместо бугорков, вы получите дырки на поверхности.
2. Выстраивание поддержек вручную
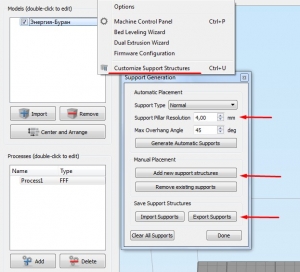
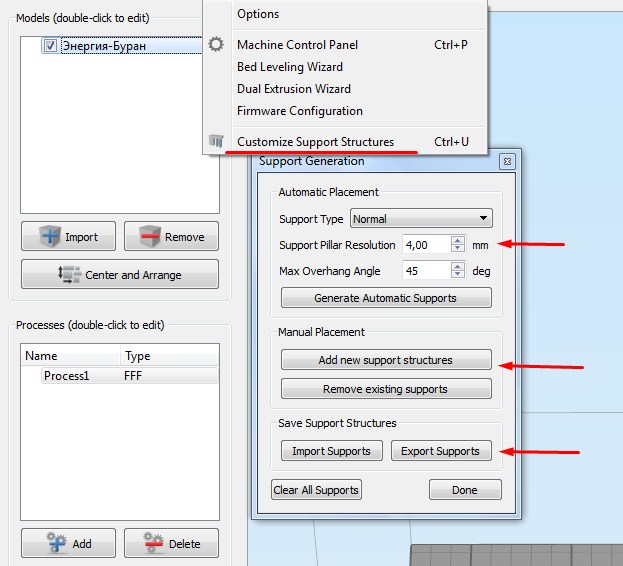
Стоит отметить, что не все поддержки, автоматически генерируемые слайсером расположены так, чтобы обеспечить максимальное качество печати всех нависающих элементов. В особенности, если модель довольно сложная. Однако в Simplyfy3D их можно запросто добавить вручную. Каким образом вручную выставить поддержку? Следует нажать клавиши Ctrl+U в основном меню либо выбрать подпункт меню Tools-Customize Support Structures.
Далее появится панель, там нужно будет задать необходимую ширину поддержки (Support PillarResolution) и нажать на кнопку выбора места для ее расположения. В случае, если модель невероятно сложная и выстраивание вручную займет много времени, то результаты своих трудов можно временно сохранить в файл (Export Supports).
3. Глобальные поправки координат G-Code.
Одной из наиболее сложных задач во время применения FFF/FDM 3D-принтеров является подбор верного расстояния между соплом печатающей головки и рабочей поверхностью. Именно от этого показателя зависит сила приставания смеси к столу и качество первых слоев. Так, при очень маленьком расстоянии может появиться брак, который имеет название «нога слона». В этом случае ширина нижних слоев печати будет больше последующих.
Избавиться от этих проблем можно так:
- - Верно выставить зазор между соплом и столом (далеко не во всех случаях это получается сделать идеально).
- - Применить поправки в координате Z.
- - Оборудовать свое устройство механизмом автокалибровки.
Использование поправки в координате Z – это самый простой способ, который не требует никаких дополнительных финансовых трат. Данный способ будет особенно полезен во время частых смен стекол на столе.
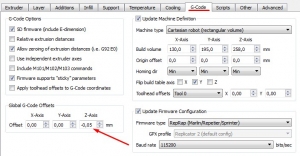
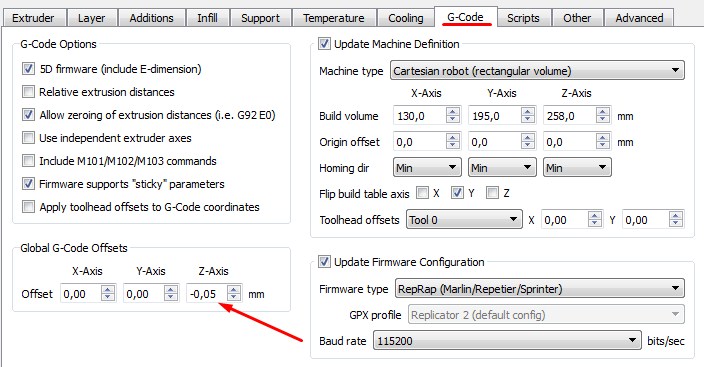
Каким образом оперативно откалибровать рабочий стол 3D-принтера? Чтобы это сделать, нужно зайти в настройки процесса печати и выбрать вкладку под названием G-Code. В разделе Global G-Code Offsetsнеобходимо поменять значение 0,00 мм, которое установлено по умолчанию, в меньшую или большую сторону. Данное решение можно принять, исходя их того, как будут ложиться линии первых слоев.
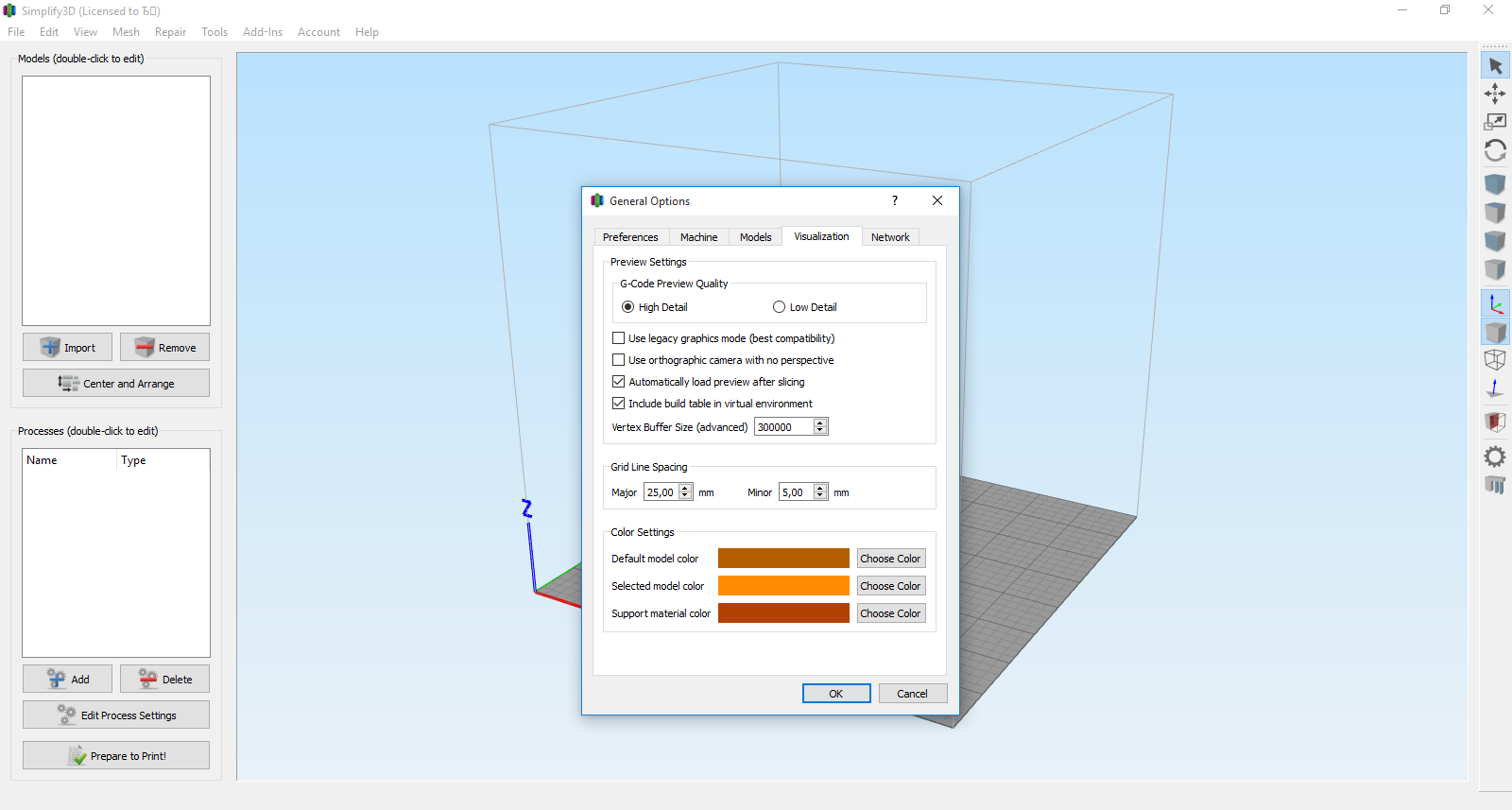
4. Процесс печати отдельных слоев с различными параметрами
Возможность изменять силу обдува, скорость, температуру и плотность заполнения поверхности во время одного сеанса 3-печати позволяет добиваться самых лучших результатов, как по расходу материалов, так и по точности геометрии. Даже при использовании профессионального 3D-редактора, никто не сможет дать гарантии качественной печати. Но увеличивая обдув детали или изменяя в определенных местах толщину слоя, можно решить множество проблем.
Каким образом можно задать различные настройки печати для отдельных слоев? Для изменения силы обдува или температуры в Simplify3D необходимо добавить определенные контрольные точки во вкладках Cooling и Temperature в настройках печати.
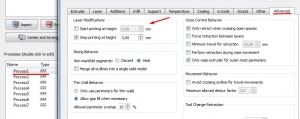
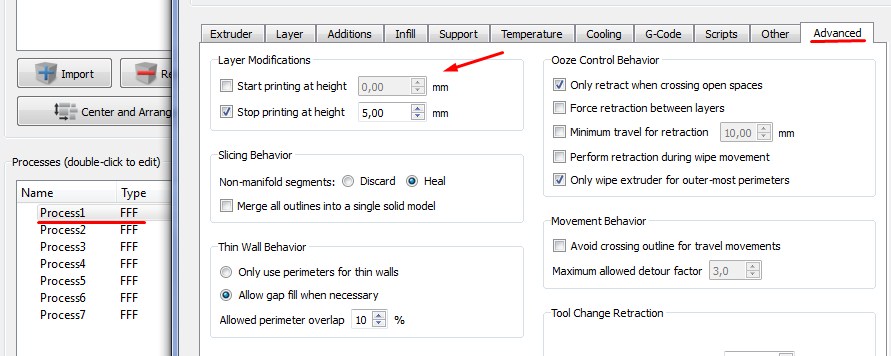
Для выставления разной плотности заполнения на определенных слоях, изменить их толщину и иные параметры, необходимо создать дополнительные процессы печати. В каждом процессе нужно вставлять высоту его окончания и начала в миллиметрах. Это можно сделать с помощью вкладки Advansed, что находиться в разделе Layer Modifications.
5. Исправление ошибок
В случае, если 3D-моделирование изделия выполнялось не профессионалом, то вероятность дефектов после печати довольно велика. Они могут быть вызваны разнообразными ошибками в 3D-модели: неправильной ориентацией нормалей, пересечением полигонов и т.д. Для выявления и исправления этих ошибок в Simplify3D существует целый отдельный раздел в основном меню – Repair. В нем сможет легко разобраться даже новичок.